
Qué es la máquina de torno de madera CNC?
CNC Torno de Madera es una máquina que puede producir piezas cilíndricas y cónicas, con ranuras helicoidales (roscadas), así como también piezas talladas como platos, vasijas, conectando un espejo. Además, las máquinas de torneado CNC de madera son 2, 3, 4 y más ejes, que pueden realizar trabajos de tallado complejos como patas de muebles y motivos decorativos, esculturas.

Las máquinas de torneado de madera Schnitzer pueden realizar todas las variedades de ejes mencionadas anteriormente, 2, 3 y 4 ejes.
En las máquinas de torneado CNC de madera Schnitzer, también es posible producir piezas con secciones cuadradas o poligonales, así como perforar agujeros para zapatas o talones. En las múltiples variedades de máquinas de torneado CNC de madera Schnitzer, se utilizan herramientas de torneado normales, junto con cortadores con punta afilada, cortadores triangulares, cuadrados o cilíndricos, cuchillas de disco y cuchillas de lápiz. También es posible ver modelos de máquinas con adición de lijado.
Algunos modelos de máquinas de torneado CNC de madera Schnitzer cuentan con una unidad de alimentación automática de piezas para producción en serie. Los almacenes de herramientas de corte pueden ser de tipo lineal (secuencial) o rotativo. Algunos modelos de máquinas pueden tener una unidad de talón y perforación. Son controladas por una unidad de control.
Las máquinas de torneado CNC de madera Schnitzer pueden realizar excelentes operaciones de torneado con cualquier tipo de dibujos en dos y tres dimensiones mediante un software CAM desarrollado específicamente para ellas y que es fácil de usar
Partes de una máquina de torneado de madera
CHASIS (CUERPO)
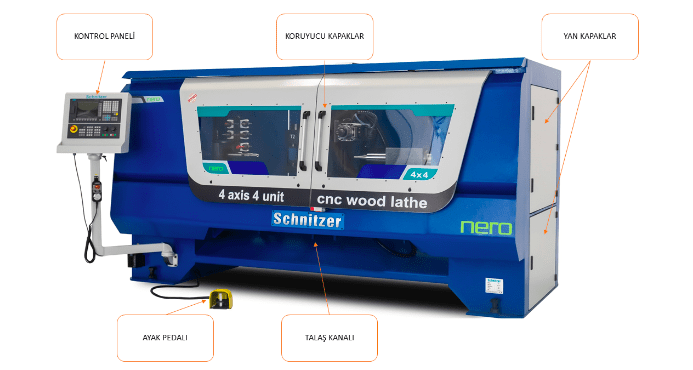
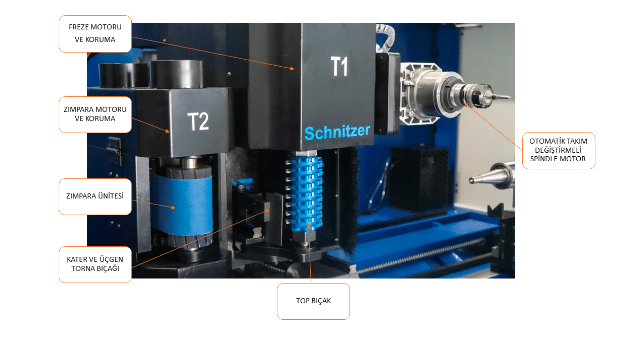
En las máquinas de torneado CNC de madera Schnitzer, la seguridad está en primer plano. La máquina está diseñada como una cabina cerrada y está diseñada para conectarse a un sistema de captación de polvo para evitar el polvo y la viruta. En la imagen adjunta se proporciona un detalle de la vista interior de la máquina
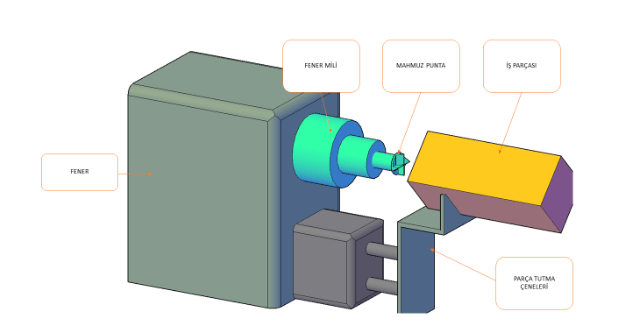
SOPORTE- EJE DEL SOPORTE – PUNTA DEL MORTERO
El soporte y el eje del soporte son elementos clásicos de una máquina de torneado. El soporte es un elemento en forma de caja cerrada que se puede abrir según sea necesario y contiene el eje y el sistema de polea-correa. El eje del soporte y la punta del mortero conectada a él son el elemento que gira la pieza de trabajo mediante el motor y el sistema de polea-correa. La punta del mortero tiene una forma afilada y tiene dientes que se clavan en la pieza de trabajo, de tal manera que las piezas de trabajo no giren innecesariamente cuando se les aplica fuerza. En las máquinas CNC, el sistema de polea-correa se sustituye por un motor directo, la velocidad de giro se ajusta de acuerdo con las características del trabajo a través del programa CAM
En las máquinas de torneado CNC de madera, estos mecanismos y el motor están diseñados para manejar fácilmente piezas grandes y pesadas. Las puntas funcionan con un sistema neumático.
En el sistema de presión neumática, se puede ajustar la presión de acuerdo con las dimensiones de la pieza.
No es necesario cortar previamente los bordes de las piezas gruesas que se van a procesar, además, evita que las piezas sujetas por la abrazadera se salgan
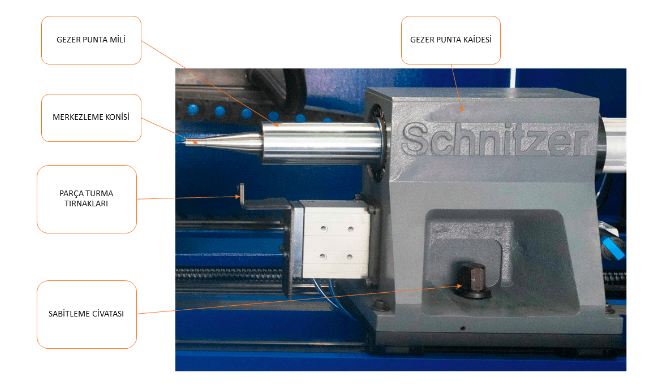
SOPORTE DE LA PUNTA ROTATIVA Y EL EJE CONICO
El soporte de la punta rotativa es un elemento que se puede mover y fijar según el largo de la pieza en los trabajos de torneado longitudinal, enfrente del eje del soporte. En la punta se monta un eje cónico (cono de centraje) o en algunos tipos de maquinas se monta un mandril para diferentes objetivos. Se mueve en una guía y se fija con un tornillo.
ABRAZADERAS DE SUJECIÓN DE LA PIEZA
Son elementos en forma de V que sujetan las piezas por sus bordes, alineando sus centros con el cono de centraje y el centro de la punta del mortero, se pueden mover hacia arriba y hacia abajo para ajustar el espesor de la pieza. Se mueve hacia adelante y hacia atrás en un sistema neumático y se retira hacia atrás antes de comenzar el proceso.
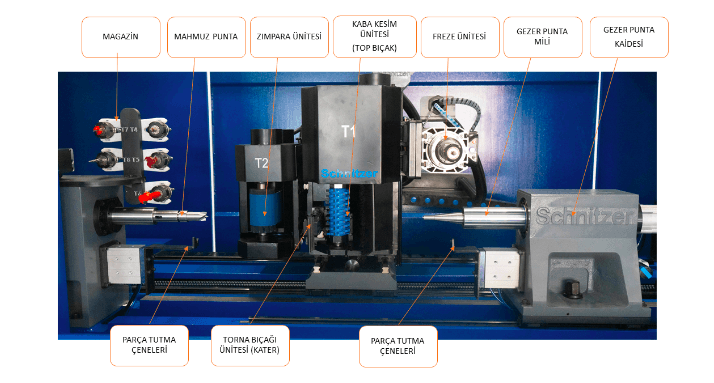
UNIDAD DE HERRAMIENTA DE CORTE (UNIDAD DE PROCESAMIENTO)
La unidad de procesamiento es un sistema que lleva herramientas de torneado, tratamientos superficiales, lijado y otros accesorios. Este sistema generalmente se mueve mediante motores o pistones neumáticos
En la unidad se pueden ver varias herramientas de torneado, sistemas de fresado como los routers CNC y discos de corte para torneado grueso y otros procesos. El funcionamiento de estos sistemas se realiza a través del programa CAM y el sistema operativo.
DISCO DE CORTE Y MOTOR
La eliminación de viruta más segura de una pieza de trabajo es uno de los métodos. También se puede utilizar este sistema para crear superficies planas precisas. Las velocidades de revolución se pueden ajustar en el programa de trabajo o en el panel de control. La hoja de corte se puede desmontar y montar con la ayuda de dos claves, se pueden utilizar diferentes métodos en diferentes máquinas
En las máquinas torno de madera CNC Schnitzer, este sistema se utiliza para eliminar virutas de forma segura y aumentar la producción. Se ha seleccionado una técnica de montaje sencilla y segura para quitar y poner la cuchilla
SİSTEMAS DE MOTOR DE hHUSİLLO Y FRESADO
En las máquinas de torneado de madera CNC de Schnitzer, se utiliza un componente de la máquina para aplicar tallados y relieve con diversos diseños en la superficie de piezas planas o cilíndricas, así como para realizar operaciones de adorno, ranura, limpieza de superficie, también se pueden aplicar elementos estructurales como agujeros y ranuras.
El motor de fresado (husillo) con la característica de cambio de herramientas automático, se mueve sobre guías y rodamientos precisos.
CUCHİLLO AFİLADO, CUCHİLLOS DE TORNEADO Y SİSTEMA DE CUCHİLLAS
En el sistema de torneado, son sistemas de corte que cortan la viruta de madera de diferentes maneras. Las cuchillas, que se llaman cuchillas, son extremos metálicos duros que se conectan de diferentes formas al cuerpo metálico. La cuchilla está conectada a la máquina mediante un sistema estructural que se mueve mediante pistones neumáticos.
Almacén
Los almacenes son mecanismos planos o circulares donde se montan los porta herramientas (colet) y las herramientas de corte (cuchillos) juntos. Los almacenes planos (en serie) generalmente son almacenes fijos, mientras que los almacenes circulares son accionados por un motor paso a paso. Para operaciones que utilizan varias herramientas de corte, es necesario utilizar motores con cambio de herramientas y almacenes.
UNİDAD DE CONTROL

La unidad de control son los sistemas informáticos que controlan todas las operaciones de las máquinas de madera CNC. En procesos complejos, es necesario que además del ordenador de control, existan botones de control para controlar el sistema general.

En las máquinas de torneado de madera Schnitzer se utiliza la unidad de control de la marca SIEMENS
MOTORES DE MOVİMİENTO
En las máquinas de torneado de madera CNC de 4 ejes, además de los ejes básicos como X, Y, Z, también se tiene el eje de giro A. Todos estos movimientos se realizan con la ayuda de motores servo y paso a paso. Para obtener más información, consulte CNC router
SİSTEMA OPERATİVO
Los sistemas operativos de máquinas pueden variar según las características del trabajo a realizar. Aunque la interfaz y los sistemas operativos pueden ser diferentes, el programa de trabajo debe ser compatible con la máquina.
En las máquinas de torno de madera CNC Schnitzer se utiliza el programa de Schnitzer CAM, que ofrece una fácil simulación y ha demostrado su éxito
OPERAR LA MÁQUINA
Antes de operar la máquina, asegúrese de que haya suficiente presión de aire en la máquina
Asegúrese de que no haya ninguna condición anormal que pueda interrumpir el funcionamiento de la máquina (afilado de las herramientas de corte, materiales que obstaculicen el trabajo en la máquina, estado del sistema de lubricación, etc.).
Encender el interruptor principal, abrir el programa
CARGA Y EJECUCIÓN DEL PROGRAMA EN LA MÁQUINA
Los programas de trabajo se pueden cargar en las máquinas CNC de diferentes formas. Después de cargar el programa de trabajo en la máquina, se ejecuta de acuerdo con el procedimiento siguiente
CARGA DEL PROGRAMA
Después de cargar el programa, se colocan las velocidades y las poleas en el nivel más bajo, y se abre el freno de emergencia.
COLOCAR LA PIEZA EN LA MÁQUINA
*A continuación se describen varios pasos para colocar la pieza en la máquina
*Para ajustar el mandril, se marcan las esquinas con un lápiz y se fijan las patas de sujeción de la pieza entre el puntal y el portapuntal, asegurando con pernos en las esquinas marcadas
PROGRAMA SCHNITZERCAM
Muchos programas de mecanizado por control numérico (CNC) tienen una unidad de torneado (LATHE). Además de los programas generales, también es posible encontrar programas específicos para máquinas. Los programas suelen tener la característica de CAD-CAM. Además, en programas alternativos de CAD, se pueden procesar dibujos en 2D y 3D. En la imagen se ve la interfaz del programa SCHNITZERCAM
PESTAÑAS DE PANTALLA
Los comandos de pestañas son los que permiten la transición entre pantallas.
Es el menú que se ve en la esquina superior izquierda de la pantalla para realizar una tarea o ver la tarea realizada
Los comandos del menú de dibujo y edición
Es el menú básico de CAD que contiene comandos para dibujar y editar en 2D
En el menú siguiente, el nombre del comando y su significado se describen brevemente, y para evitar aumentar el volumen del libro, no se explicará con detalle
El uso de programas CAD previamente aprendidos es muy importante desde el punto de vista del tiempo.
COMANDOS DEL MENU DE OPERACİONES
Es el grupo de comandos donde se realizan todas las operaciones de torneado y decoración. Es el menú de comandos que contiene todas las operaciones de torneado, desde los ajustes de parámetros básicos hasta la creación de código G
Obtener los códigos G de varias operaciones en orden de proceso permite un fácil control del programa de trabajo
NUEVA PAGINA
Abrir una nueva página de trabajo, algunos programas CAM reinician los ajustes junto con esta página
AJUSTES
La medición y las características del material para el proceso de torneado, los ajustes de herramientas de corte y los ajustes del proceso se realizan a través de este menü
En el menú desplegable, se ingresan los valores necesarios de material y corte y se comienzan los procesos
PERFİL DE PİE (doble perfil)
El pie de Lükens es un comando utilizado en la máquina de torneado para trabajar en varias piezas de trabajo con perfiles similares o diferentes
Después de ingresar el comando, se completa el proceso mediante la entrada de los parámetros necesarios en el menú desplegable abierto
*La cosa más importante a tener en cuenta al realizar el proceso es que el inicio y el final del dibujo estén alineados con un eje.
*Es necesario realizar pruebas de dibujo para evitar que los cortadores de fresado golpeen la zona de centraje (millado cónico). Además, si se va a realizar un proceso de doble perfil,debe dibujar la imagen de las dos superficies
Para la producción de un perfil de pie, se siguen los siguientes pasos:
*El diseño de la eje del pie se realiza de manera que se alinee con los millares
*En la producción, se realiza una prueba previa mediante dibujo para verificar que el pie está diseñado adecuadamente. Se verifica que la punta de la herramienta de corte no choque con los millares durante el funcionamiento.
*La pieza de trabajo se conecta a la máquina, el dibujo se procesa en el programa CAM y se carga en la máquina, y se completa el proceso.
Revisa las siguientes imágenes para entender los procesos de creación de programas para el perfil del pie.
DESBASTO – TORNEADO FINO
“Mando que convierte una pieza de sección cuadrada en una pieza cilíndrica combinándola con un proceso de mecanizado de desbaste y precisión.
Para el torneado, solo es necesario dibujar la mitad de la pieza
Prepararse para el proceso de torneado ingresando los valores necesarios desde el menú desplegable
Para el torneado, se debe seguir el siguiente procedimiento de operación
TOMAR MATERIAL VACÍO
De tomar piezas de trabajo ya preparadas previamente para realizar diferentes operaciones. En el menú desplegable se hacen las selecciones necesarias y se ingresan las medidas.
BRÁCTEA
La orden de abrir una cantidad y medida determinadas de roscas (yiv) en toda o en una parte de la pieza de trabajo, utilizado para abrir roscas en tornos o en superficies planas
En el menú desplegable, se ingresan los valores necesarios y se completa la operación
La mecha se crea dibujando una línea recta de la longitud deseada en la profundidad de la mecha en la superficie abierta, además, no se ingresa la medida de profundidad de la mecha
PARA TALADRAR UN AGUJERO EN UNA PİEZA CİLİNDRİCA, SE SİGUE EL PROCEDİMİENTO DE OPERACİON SİGUİENTE
Nota: se espera que se complete el primer proceso, luego de que las líneas de trayectoria de herramientas se produzcan, se generan los códigos del segundo proceso.
CREAR UN VACÍO
La orden utilizada para abrir cavidades y ranuras en las piezas de trabajo que se han sometido a operaciones de torneado es para abrir en la superficie deseada, con las medidas deseadas. En el menú desplegable se escriben los valores necesarios y se completa la operación.
Para vaciar la cavidad, se sigue el procedimiento de operación siguiente.
Nota: se espera que se complete el primer proceso, luego de que las líneas de trayectoria de herramientas se produzcan, se generan los códigos del segundo proceso
PARA TALADRAR AGUJEROS
La orden utilizada para taladrar agujeros con el diámetro y número deseado en la superficie deseada de las piezas de trabajo que han sido sometidas a operaciones de torneado. En el menú desplegable se ingresan los valores necesarios y se completa la operación.
Para taladrar agujeros, se sigue el procedimiento de operación siguiente
PERACIONES DE CURVA ABIERTA EN LA SUPERFICIE
La orden utilizada para aplicar motivos lineales en las superficies torneadas. En los menús desplegables se ingresan los valores necesarios y se completa la operación.
Para aplicar la orden de operación de curva abierta en la superficie, se sigue el procedimiento de operación siguiente
OPERACIÓN DE SUPERFICIE CON HERRAMIENTAS V-CUTTER
La orden V-cutter se utiliza para realizar el proceso de grabado en las piezas de trabajo torneadas o en las piezas con superficies planas. La profundidad de grabado
está relacionada con el ángulo de la herramienta V-cutter, y la curvatura del diseño. En el menú desplegable se ingresan los valores necesarios y se completa la operación.
Para aplicar la orden de operación de V-cutter, se sigue el procedimiento de operación siguiente.
IMPORTACIÓN DE DIBUJOS EN 3D
La orden utilizada para importar trabajos dibujados en diferentes programas CAD al programa de cam actual. Acepta todos los archivos con extensión STL.
En los procesos de torneado de escaneo, los cortadores con punta redonda (esféricos) se deben definir para las superficies curvas y los cortadores con punta plana (End Mill) para las superficies planas. Las cantidades de mecanizado grueso y fino se determinan según el tamaño, la precisión y las dimensiones de las piezas de trabajo y los cortadores. En el menú desplegable se ingresan los valores necesarios y se completa la operación
ROMPIMIENTO DE BORDES
La orden utilizada para romper los bordes en procesos de un solo perfil o múltiples perfiles. La orden solo se aplica en el eje “X”, antes de aplicarlo se debe comprobar que el cortador no golpee las milésimas. En el menú desplegable se ingresan los valores necesarios y se completa la operación.
Para aplicar la orden de romper bordes, se sigue el procedimiento de operación siguiente
G- CÓDIGO GUARDAR – GUARDAR PROGRAMA
El comando utilizado para convertir todos los trabajos realizados en “G” código. Debe seleccionar la extensión “G” código seleccionado de acuerdo con el sistema operativo de la máquina.
Los trabajos realizados se guardan como archivos, cada programa guarda en la extensión asignada para él.
G- KODU ARCHIVO
G- KODU ARCHIVO
5.5 CAMBIO DE CORTADORES DE MAQUINAS
*CAMBIO DE CORTADORES DE MAQUINAS
Los métodos de cambio de cortadores utilizados de acuerdo a la estructura de las máquinas de torno pueden variar. Por lo tanto, se realiza el proceso de acuerdo con los métodos establecidos por los fabricantes de máquinas.
CAMBIO DE LA HERRAMIENTA DE LA PUNTA
La herramienta de la punta “T1” se desmonta y monta con la ayuda de dos llaves, aunque existen diferentes técnicas. No se realiza ningún ajuste. Sin embargo, puede ser necesario volver a hacer una configuración inicial y, a veces, volver a hacer una configuración debido a una reducción de medida no prevista.
Para configurar la herramienta de la punta, se sigue el siguiente orden de operaciones.
MÉTODO DE DESMONTAJE Y MONTAJE DE LA HERRAMIENTA DE PUNTA
CAMBIO DE LA HERRAMIENTA DE TORNO
Las herramientas de torno de diferentes características y tamaños se suelen conectar a accesorios de metal conocidos como “KATER” mediante varios pernos. Se desmontan cuando se desgastan. Algunos tipos de herramientas son desechables y se cambian después de usar ambos lados.
Para configurar la herramienta de torno, se sigue el siguiente orden de operaciones.
CAMBIO DE LA HERRAMIENTA DE FRESADO
Para el desmontaje y montaje de la herramienta de fresado, consulte la Unidad 3 Cnc Router. Se realizan los mismos procedimientos para las máquinas de torneado Cnc. Para presentar y configurar las herramientas en los almacenes, se sigue el siguiente orden de operaciones.
MANTENIMIENTO DE LA MÁQUINA:
Las máquinas Cnc, al igual que otras máquinas y herramientas, requieren mantenimiento diario, semanal y anual. El mantenimiento periódico de la máquina prolonga su vida útil, mejora la seguridad en el trabajo, aumenta la calidad del trabajo producido y evita pérdidas debido al rendimiento eficiente.
MANTENIMIENTO DIARIO: Al final del día, limpie la máquina, limpiar las guías y carriles de polvo, revisar y reemplazar los cortadores utilizados con frecuencia si es necesario.
MANTENIMIENTO SEMANAL: junto con el mantenimiento diario, según el uso de la máquina, se revisa el sistema de lubricación, se revisa el sistema de aire, las mangueras, se corrigen las fallas si las hay, se revisan las partes móviles de la máquina, se lubrican las partes que necesitan lubricación.
MANTENIMIENTO ANUAL: se revisan los carriles y carros de la máquina, las poleas y poleas, los sistemas de aire, las conexiones eléctricas, también se revisan las tuercas y pernos utilizados en las partes móviles, se hacen los cambios necesarios, se revisan los rodamientos de la máquina. Se llevan a cabo todas las actividades de mantenimiento necesarias, como lubricación y cambios.
REGLAS DE TRABAJO Y SEGURIDAD EN MAQUINAS
*No se puede trabajar en una máquina sin recibir primero un adecuado entrenamiento sobre ella.
*Es necesario conocer las características de funcionamiento de la máquina y no trabajar por encima de sus límites.
*La velocidad de trabajo de la máquina debe ser determinada de acuerdo con las características de la pieza de trabajo y los cortadores, así como las características del material.
*No se puede trabajar en una máquina sin cerrar sus tapas de seguridad.
*Trabajar en una máquina sin tener suficiente presión de aire es peligroso.
* Aunque es posible lijar manualmente en una máquina, es peligroso hacerlo.
*Las piezas de trabajo conectadas a la máquina no deben tener grietas, rotas o torcidas, y también pueden ser peligrosas si están torcidas.
*La velocidad de los cortadores al hacer contacto con la pieza de trabajo debe ser baja y, si es necesario, se debe controlar manualmente.
*En el proceso de trabajar con piezas largas, la velocidad de giro de la torno debe reducirse para evitar que la pieza salga volando.
*En la producción en serie, las piezas de trabajo deben tener un tamaño estandarizado, ya que las piezas muy cortas o muy largas pueden no ser sostenidas adecuadamente por la máquina y pueden romperse.
*En el trabajo con piezas finas, se deben realizar pruebas en el dibujo para evitar que los cortadores golpeen las piezas, y en la aplicación, se deben reducir las velocidades y observar la situación.
*En las máquinas con cargadores, es necesario hacer los ajustes necesarios para evitar la acumulación de piezas.
*Se deben verificar que los portacuchillas conectados al magazine estén en su lugar y en buen estado.
*Al programar el trabajo, se deben tener en cuenta el orden de los cortadores en el magazine.
*Se deben utilizar cortadores afilados y adecuados, no se debe olvidar que el procesamiento excesivamente grueso puede dañar la máquina y la pieza de trabajo.
*No se deben usar piezas de trabajo adicionales en el torno, y si es necesario, se debe asegurar que estén bien adheridas.
*La guía de la punta giratoria debe estar asegurada firmemente.
*Se debe verificar que el sistema de lubricación de la máquina funcione correctamente y solucionar cualquier problema.
*Se deben tomar medidas necesarias para eliminar fácilmente el polvo generado.
* La presión de apriete de la guía de la punta giratoria no debe ser demasiado baja o alta.
*En caso de rotura o desplazamiento de las piezas de trabajo, no se debe intervenir sin detener la máquina